
Five Essential Steps for Choosing the Right Control Panel

Written by: Matthew Liotine, Ph.D.
Manufacturing environments use process control panels that support a wide range of control functions, from simple start/stop of equipment to running a complex series of operations across many systems. For this reason, some panels can be simple in nature, while others can be complex in design, housing a network of programmable logic controllers. Due to the varying design and containment needs of different control system components, most panels are typically unique and must be customized for the end customer application.
Developing and acquiring the right control panel for your manufacturing operation requires some analytical thinking about the economic and quality trade-offs involved. In the very least, choosing a panel strictly based on retail price will overlook many other costs. While retail prices will typically reflect the labor and materials involved in producing the panel, there are numerous other hidden costs and risks that must be considered before making your selection. In this article, we will outline some of the critical decision factors that might be missed while choosing the right control panel for your needs.
Beyond the Total Cost of Ownership
Price alone must not be the only decision criteria for panel selection.
Evaluating the total cost of ownership (TCO) of a control panel is one of the best tools to aid such decisions. Traditionally, the TCO should reflect the entire cost a firm incurs, from before the purchase until the final and complete disposal or replacement of the product. By virtue of this definition, many other system lifecycle costs must be taken into account.
These include tangible costs that are related, but not limited to, such things as acquisition, shipping, expediting, installation, integration testing, migration and training. Additional hidden cost areas that might seem intangible, but can make or break a decision, are maintenance, repair and operations (MRO) costs, and loss expectancy costs. These two areas are typically driven by the quality of panel workmanship.
Lower quality panels may require more frequent field servicing, thereby increasing MRO costs over the life of the panel. However, while paying for a service contract or warranty may provide some level of assurance, it does not prevent line stoppages arising from defective panels.
Loss expectancy costs are those costs related to a breakdown in production. A stoppage during a time sensitive manufacturing process, such as those seen in the processed food industry, not only would result in lost revenue-generating production time, but could also result in scrapped work-in-process.
Loss expectancy costs are representative of the risk, or expected monetary losses, that could arise from a disruption in operations. This loss is comprised of the potential damages and recovery costs resulting from a line stoppage. Since a control panel can govern multiple production systems, it can often be at the heart of a manufacturing process, and can represent a single point of failure for the entire production line. Thus, the potential damages can be magnified greatly with the volume of revenue generated by the production line.
An Illustrative Example
An inferior quality control panel will not only increase the likelihood of a service stoppage, but can also add to the service time required for both planned and unplanned maintenance.
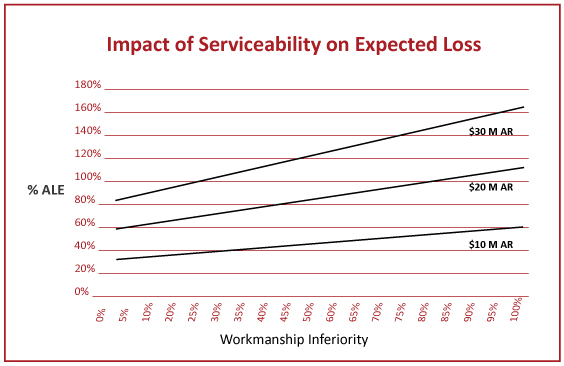
Consider a manufacturer with a production line that supports an annual revenue of $10 million with 2500 hours of operation per year. According to our model, an inferior panel listing for $50,000 (including installation and testing) could result in an additional annual loss expectancy (ALE) of at least about 30% of the price. This loss increases with the degree of workmanship inferiority in terms of serviceability.
Per the figure below, the effect of this loss is further amplified with the criticality of the production line in terms of the annual revenue (AR) that it supports.
Recipe for Success
Producers of control panels are known to compromise on quality due to inadequate cost allocations during their panel design process. For this reason, the following five essential steps should be considered when evaluating a control panel offer from a supplier:
![]()
The design and construction should comply with all relevant industry codes and standards as well as reflect industry best practices with regard to workmanship. Conformance to numerous standards such as NEMA, IEC, NEC, and/or NFPA as applicable, suggest sound operation and safety.
![]()
Panels produced by suppliers that employ high quality management and control processes, such as those embodied in the Six Sigma framework, will incorporate Design for X (DFX) principles in their processes to optimize construction across the several dimensions of quality. These include design for safety, reliability, serviceability, maintainability, testability, features and operator friendliness (discussed further below). Quality-related certifications such as ISO 9000 suggest that a supplier is committed to utilizing processes that assure high levels of workmanship with near zero defects.
![]()
Many control panels are not designed with factory operators in mind. Look for the ergonomics/human engineering aspects of the design. Better placement of buttons and displays makes controls easier to use and affords a more reliable operation. Proper layout and labeling of components and well-organized cabling can reduce field service and repair times, and reduce the potential for errors.
![]()
Ensure that the engineering design and operation requirements of the panel are well communicated to the panel supplier and understood by them. Reputable suppliers will often review the design requirements in detail with the buyer to concur understanding and identify any potential design or implementation issues.
![]() Above all, recognize that supplier reputation is often a marker of product quality. Look beyond the retail price, evaluate the TCO and be sure to assess MRO and expected losses. While a lower priced unit might seem attractive from a market price perspective, it could signal lower grade quality with respect to workmanship, which drives much of the unit’s reliability.
Above all, recognize that supplier reputation is often a marker of product quality. Look beyond the retail price, evaluate the TCO and be sure to assess MRO and expected losses. While a lower priced unit might seem attractive from a market price perspective, it could signal lower grade quality with respect to workmanship, which drives much of the unit’s reliability.
Procuring a lower grade panel that will be responsible for running a high revenue production line could place your operation at higher risk, entailing missed delivery schedules, greater expected losses and may require the additional cost of carrying inventory needed to compensate for downtime. Overlooking lost opportunity cost in your decision process is like rolling the dice – the old adage “you get what you pay for” always prevails.

Matthew Liotine, Ph.D.
Innovating enterprises with technology strategy
The University of Illinois at Chicago, Professor
![]()
Special Offer
Meet Dr. Liotine for a 40-minute consultation on the Principles of Product Reliability as it pertains to control panels, courtesy of Simplex System Controls, Inc.
Dr. Liotine has is a renowned expert in engineering, operations and supply chain sciences.
- His unique method of developing innovation strategy has helped firms jumpstart next-generation innovation projects that achieve ROI.
- His approach helps companies rapidly transform ideas into actual projects, with much emphasis on operations and supply chains. His focus includes, but is not limited to, exponential technologies such as IoT, blockchain, big data, analytics and additive manufacturing.
Schedule Your Consultation Now!
Call: Ron Rytlewski, (630) 766-8401
From Design to Delivery, The Power of Turnkey Control Panel Solutions
Industrial projects don’t have to be so complicated. With a reputable partner, you can augment your internal team and benefit from a top-quality control panel. At Simplex System Controls, we deliver turnkey solutions that combine designing, building, staging, and...

Innovation in Action: Advancing Control Panel Building with PWA Technology
At Simplex System Controls, we are committed to delivering greater value to our customers through continuous improvement. We invest in innovation to find better ways to solve problems and provide solutions that save time and money. Our innovation includes leading-edge...

2025 Outlook: Automation & Talent Powering Manufacturing Success
As we step into 2025, the manufacturing industry continues to change, bringing both challenges and opportunities. At Simplex System Controls, we approach the year optimistically, recognizing the significant role that automation, talent, and strategic partnerships...

Insights for Successful Project Management
Practical Steps to Stay on Time and Budget Project management is the blueprint for change, helping turn big ideas into real outcomes. At Simplex System Controls, we see successful project management as a combination of strategic vision and the practical, day-to-day...